

不銹鋼材料的基本性能
不銹鋼水管(薄壁不銹鋼管)具有很高的強度和良好的加工成型性能,使不銹鋼水管能承受很高的水壓(可達10MPA以上),容易安裝,而且抵御外來破壞的能力也遠遠高于PPR管和銅管。
不銹鋼材料的基本性能如下:
1、屈服強度(力學符號Rp0.2,英文縮寫YS)
- Rp0.2=P0.2/F0
- P0.2—拉伸試樣塑性變形量為0.2%時承受的載荷
- F0 —拉伸試樣的原始截面積
- 材料的屈服強度小,表示材料容易屈服,成形后回彈小,貼模性和定形性好。
2、抗拉強度(力學符號Rm,英文縮寫TS)
- Rm =Pb/F0
- Pb—拉伸試樣斷裂前承受的較大載荷
- F0—拉伸試樣的原始截面積
- 材料的抗拉強度大,材料變形過程中不容易被拉斷,有利于塑性變形。
3、屈強比(Rp0.2/Rm)
- 屈強比對材料沖壓成形性能影響很大,屈強比小,材料由屈服到破裂的塑性變形階段長,成形過程中發(fā)生斷裂的危險性小,有利于沖壓成形。
- 一般來講,較小的屈強比對材料在各種成形工藝中的抗破裂性都有利。
表6-1 常見不銹鋼材料的屈強比
鋼種 |
Rp0.2 (N/mm2) |
Rm (N/mm2) |
屈強比 |
|
SUS304 |
300 |
670 |
0.45 |
|
SUS304(Cu) |
295 |
640 |
0.46 |
|
SUS316 |
312 |
625 |
0.5 |
|
SUS316L |
245 |
525 |
0.47 |
|
SUS430 |
350 |
510 |
0.69 |
|
SUS409L |
241 |
410 |
0.59 |
4、延伸率(力學符號A,英文縮寫EL)
- 延伸率是材料從發(fā)生塑性變形到斷裂的總的伸長長度與原有長度的比值,即:
式中 A — 材料的延伸率(%)
L— 試樣被拉斷時的長度(mm)
L0— 拉伸前試樣的長度(mm)
- 材料的延伸率大,就是材料允許的塑性變形程度大,抗破裂性好,對拉深、翻邊、脹形各類變形都有利。
- 一般來說,材料的翻邊系數(shù)和脹形性能(埃里克森值)都與延伸率成正比關(guān)系。
5、不銹鋼的沖壓性能
對應(yīng)的材料的性能為脹形成形性能、翻邊成形性能、擴孔成形性能和彎曲成形性能。要了解沖壓成形性能首先要了解沖壓成形工藝。 基本的沖壓成形加工工藝有:拉深工藝、脹形工藝、翻邊工藝(包括擴孔)、彎曲工藝。
1 )拉深成形工藝
拉深是利用專用模具將沖裁或剪裁后所得到的平板坯料制成開口的空心件的一種沖壓工藝方法。
其特點是板料在凸模的帶動下,可以向凹模內(nèi)流動,即依靠材料的流動性和延伸率成形,如圖6-1所示。
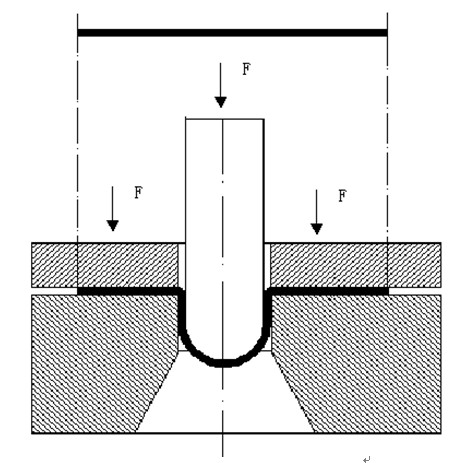
圖6-1 拉深成形示意圖
2)脹形成形工藝
脹形是利用模具強迫坯料厚度減薄和表面積增大,以獲取零件幾何形狀的沖壓加工方法。
特點是坯料被壓邊圈壓死,不能向凹模內(nèi)流動,完全依靠材料本身的延伸成形。
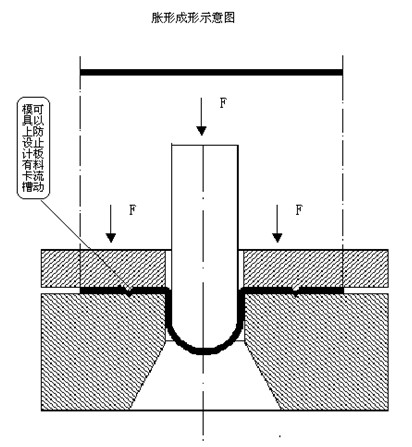
圖6-2脹形成形示意圖
3)翻邊成形工藝
翻邊是利用模具把坯料上的孔緣或者外緣翻成豎邊的沖壓加工方法,如左圖所示。
在圓孔翻邊的中間階段,即凸模下面的材料尚未完全轉(zhuǎn)移到側(cè)面之前,如果停止變形,就會得到右圖所示的成形方式,這種成形方式叫做擴孔,生產(chǎn)應(yīng)用也很普遍。
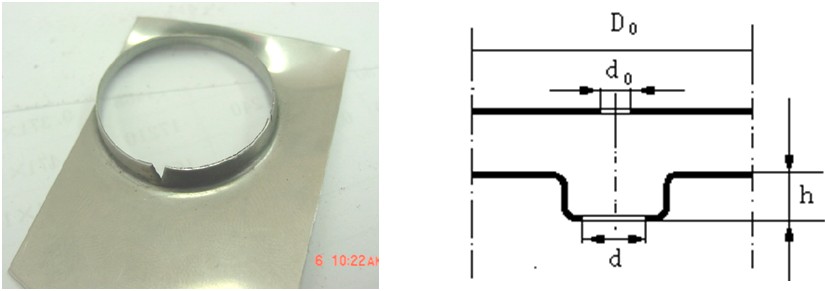
圖6-3 翻邊成形示意圖
4)彎曲成形工藝
彎曲成形是將板料、棒料、管料或型材等彎成一定形狀和角度零件的成形方法,如圖6-4所示。
- 一般的304薄板都不會產(chǎn)生彎曲開裂現(xiàn)象。
- 430鋼種在板厚較厚時容易產(chǎn)生彎曲開裂現(xiàn)象。
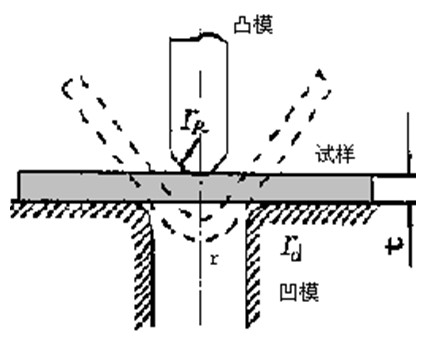
圖6-4彎曲成形示意圖
